
Classes de Pastilhas ISO: O Guia Definitivo das Cores P, M, K, N, S e H

Na engenharia de precisão, não existe uma “ferramenta universal”. Utilizar a pastilha errada no material errado não é apenas um erro técnico; é o caminho mais rápido para o desgaste prematuro, quebra de ferramentas e perda de lucratividade industrial.
Se você já entende o sistema ISO de codificação de formatos e dimensões, o próximo passo para alcançar a otimização de processo é dominar as Classes de Pastilhas ISO. Este sistema internacional utiliza letras e cores para garantir que você escolha a combinação exata de metal duro e revestimento para o material da sua peça.
O Padrão de Cores e Materiais ISO
A norma divide os materiais usináveis em seis grupos principais. A integridade do substrato e as coberturas (CVD ou PVD) de cada classe são projetadas especificamente para reagir às propriedades térmicas e abrasivas de cada grupo.
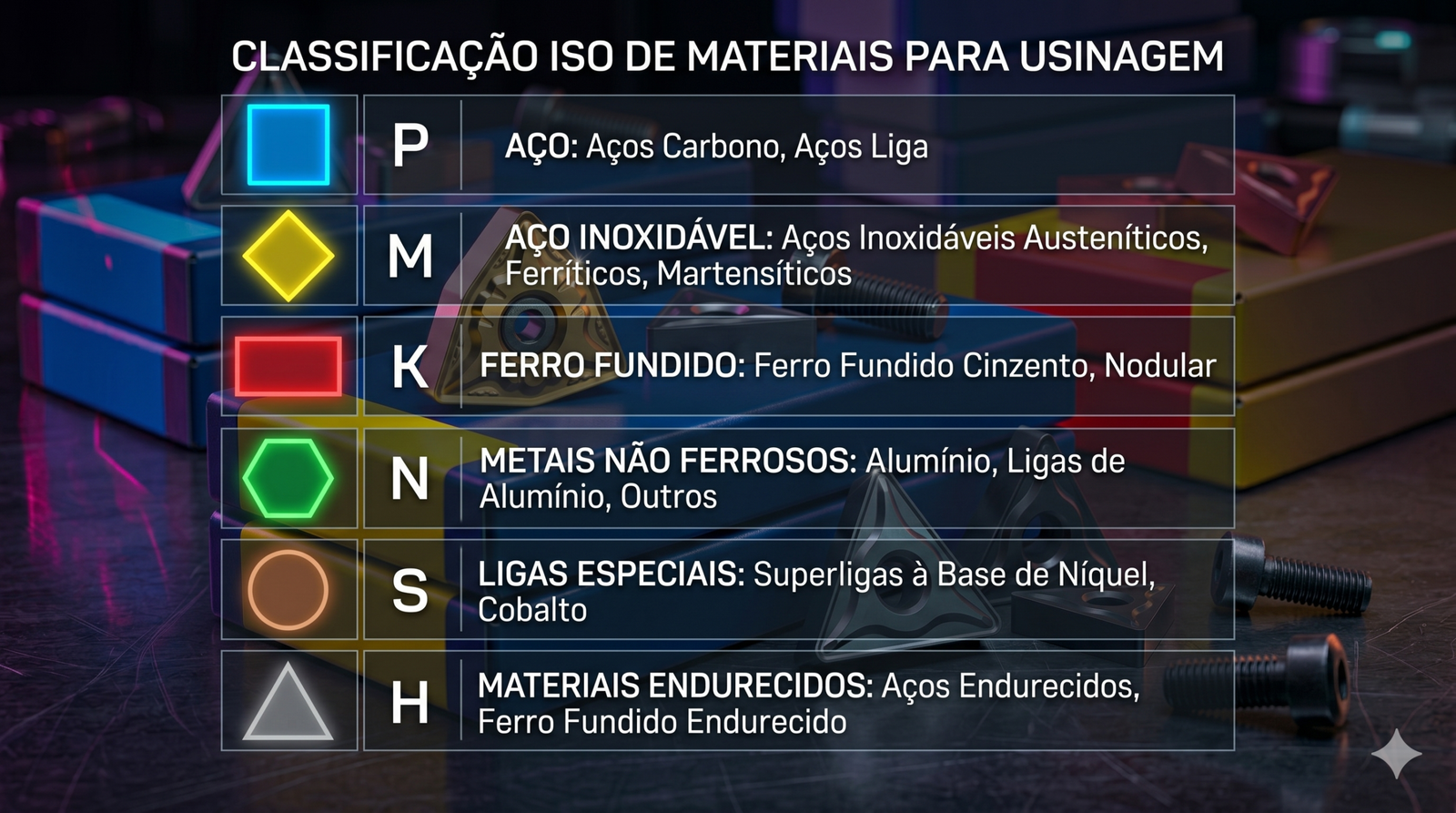
- P (Azul) – Aços em Geral: A classe mais utilizada no mundo. Inclui aços carbono e aços-liga. As pastilhas da classe P são projetadas para resistir à formação de crateras e suportar altas temperaturas de corte.
- M (Amarelo) – Aços Inoxidáveis: O inox é notório por gerar calor excessivo e aderir à ferramenta (“arestas postiças”). As pastilhas M possuem arestas mais afiadas e coberturas finas (geralmente PVD) para cortar o material em vez de apenas “empurrá-lo”.
- K (Vermelho) – Ferros Fundidos: Um material extremamente abrasivo que gera cavacos curtos e poeira. Pastilhas da classe K focam em resistência extrema ao desgaste de flanco e à abrasão.
- N (Verde) – Não-Ferrosos e Alumínio: Exigem arestas de corte positivas, extremamente vivas e muitas vezes polidas (sem cobertura) para evitar que o alumínio derreta e grude na ferramenta.
- S (Marrom) – Superligas e Titânio: Materiais de alta resistência térmica usados na indústria aeroespacial. Exigem pastilhas de altíssima tenacidade e controle rigoroso de calor.
- H (Cinza) – Aços Endurecidos (Duros): Para materiais com dureza superior a 45-50 HRC. Geralmente requerem insertos de CBN (Nitreto Cúbico de Boro) ou cerâmicos, suportando calor massivo.
Escolhas de Alta Performance
Para otimizar o seu chão de fábrica hoje, aqui estão algumas recomendações baseadas na classificação ISO:
- Para Classe P (Aços): A Pastilha TNMG 160404 CVD é imbatível no torneamento geral.
- Para Classe M (Inox): A Pastilha CCMT 09T304 PVD garante corte suave e evita o endurecimento da peça.
FAQ: Dúvidas Comuns sobre Classes ISO
Em uma emergência, sim, mas a vida útil será drasticamente reduzida. A geometria do quebra-cavacos e a cobertura mais espessa da classe P farão com que o inox gere muito atrito, causando superaquecimento e provável quebra da aresta.
Os números indicam a relação entre dureza e tenacidade. Números baixos (ex: P05, P10) significam maior dureza (ideal para acabamento sem impacto). Números altos (ex: P30, P40) significam maior tenacidade (ideal para desbaste pesado ou cortes interrompidos, pois suportam mais choques mecânicos).
A classe N geralmente não recebe as tradicionais coberturas de Titânio (CVD/PVD) porque o alumínio tem uma afinidade química que o faz “grudar” no revestimento. O polimento espelhado garante um escoamento perfeito do cavaco, reduzindo o atrito a quase zero.






