

Perdido no meio de tantos códigos e geometrias ao escolher um inserto para usinagem? O inserto para usinagem (ou pastilha de metal duro) é a ferramenta de corte intercambiável responsável por arrancar o cavaco no torno ou fresadora CNC. Para garantir estabilidade e máximo acabamento, a recomendação é utilizar insertos com revestimento CVD para desbaste pesado de aços (ISO P) e PVD para ligas resistentes ao calor (ISO M e S). Sempre alinhe a geometria do quebra-cavacos com o avanço da máquina para evitar a quebra térmica e maximizar a sua lucratividade industrial.
O que é um Inserto para Usinagem?
No chão de fábrica moderno, a afiação manual de ferramentas de aço rápido ficou no passado. O inserto para usinagem é uma pastilha pré-moldada e sinterizada em carboneto de tungstênio, projetada para ser fixada em suportes e cabeçotes. Quando uma aresta de corte (faca) se desgasta, o operador simplesmente rotaciona (indexa) o inserto para uma aresta nova, garantindo repetibilidade quase perfeita no Zero-Peça.
O segredo para não queimar dinheiro é saber exatamente como ler o código da pastilha de metal duro. Cada letra do padrão ISO (como WNMG ou CNMG) determina o formato, o ângulo de folga, a tolerância e o sistema de fixação do inserto, ditando se ele é feito para suportar altas cargas ou realizar contornos delicados.
Substratos e Revestimentos (A Alma do Inserto)
A cor do seu inserto não é estética; é blindagem química. O núcleo de metal duro confere a tenacidade, mas é o revestimento CVD/PVD que permite à ferramenta suportar o calor gerado durante o atrito.
- Inserto Revestido (CVD): Cobertura espessa (geralmente TiCN e Óxido de Alumínio). É a barreira térmica definitiva para torneamento contínuo em aços da Classes ISO P e ferros fundidos (ISO K).
- Inserto Revestido (PVD): Cobertura fina e de alta aderência (como TiAlN). Mantém a aresta do inserto extremamente afiada, sendo obrigatória para usinar Aço Inoxidável (ISO M), superligas e para o fresamento com fresa de topo de metal duro inteiriça, onde o choque térmico é constante.
Ao configurar os parâmetros de corte (Vc, Fn, Ap) no seu software CAM para desbaste em aço P20, por exemplo, um inserto CVD de alta performance permite operar tranquilamente com Velocidade de Corte (Vc) de 280 m/min, Avanço (fn) de 0.35 mm/rot e Profundidade (ap) de 4.0 mm.
Tabela de Solução de Problemas: Desgaste do Inserto
A pastilha sempre avisa por que está morrendo. Abaixo, a tabela técnica para solucionar os problemas baseada no nosso guia de falhas e craterização de pastilhas:
| Sintoma no Inserto (Problema) | Causa Principal (Física do Corte) | Ação de Correção para Operadores |
| Craterização (Buraco no topo) | Vc (Velocidade de Corte) extremamente alta gerando difusão química (o cavaco dissolve o revestimento). | Reduzir a Velocidade de Corte (Vc) ou mudar para um inserto com camada mais grossa de Al2O3 (CVD). |
| Quebra Catastrófica (Ruptura) | Avanço (Fn) ou Profundidade (Ap) além da capacidade estrutural do quebra-cavaco. Choque mecânico. | Reduzir o Avanço (Fn), checar a rigidez da fixação da peça e selecionar um inserto de geometria mais robusta (Negativa). |
| Aresta Postiça (Material Soldado) | Usinagem em materiais pastosos (Alumínio/Inox) com Vc muito baixa. Zona de corte fria. | Aumentar a Velocidade de Corte (Vc), ativar a refrigeração de alta pressão e usar insertos polidos (sem revestimento para ISO N). |
FAQ: Dúvidas Comuns sobre Insertos CNC
É uma pastilha de corte intercambiável, geralmente fabricada em metal duro (carboneto de tungstênio), cerâmica ou CBN. Ela é fixada em ferramentas de torno ou fresa CNC para realizar a remoção de material de forma programada e padronizada.
Na usinagem industrial, não há diferença técnica. Ambos os termos são sinônimos e referem-se à ferramenta de corte substituível (do inglês insert). O jargão “pastilha” é mais comum no Brasil, enquanto “inserto” é o termo técnico internacional.
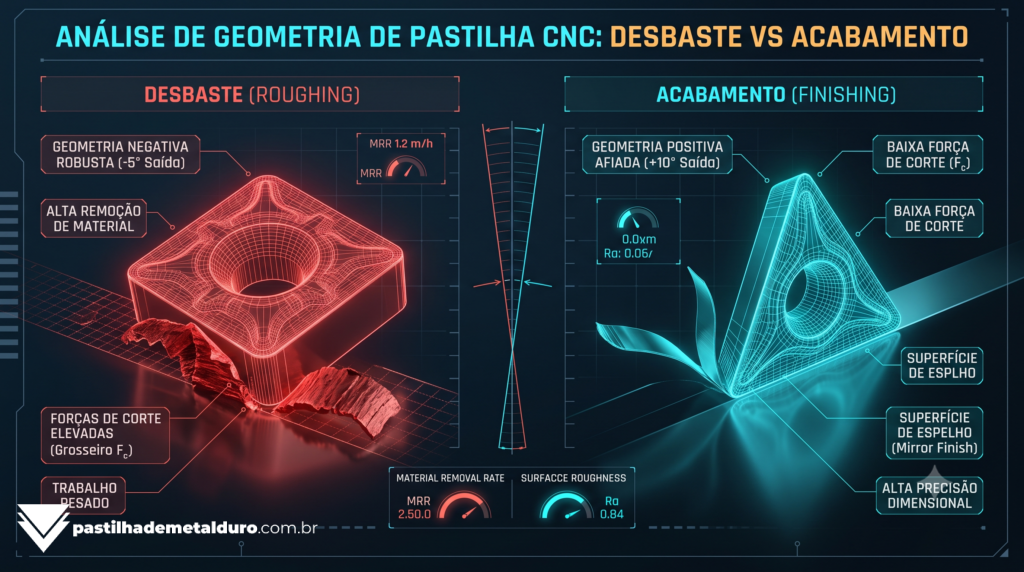
Sempre comece pela Classe ISO do material da peça (P, M, K, N, S, H). Em seguida, defina a operação: use insertos de geometria negativa e grandes raios para desbaste pesado, e geometrias positivas (afiadas) para o acabamento superficial final (Ra).



