Parâmetros de Corte na Usinagem: Como Dominar Vc, Fn e Ap

Você pode investir nas máquinas CNC mais rígidas do mercado e comprar os insertos mais caros, mas se errar a “tríade da usinagem”, estará literalmente transformando sua lucratividade industrial em sucata.
A verdadeira otimização de processo só acontece quando o Mestre da Usinagem compreende como balancear os parâmetros de corte para maximizar a remoção de material (MRR) enquanto mantém a vida útil da ferramenta dentro de uma janela previsível.
Seja aplicando uma pastilha classe P para aço ou evitando a terrível craterização por excesso de calor, a resposta está na calibração de três pilares fundamentais: Vc, Fn e Ap.
A Tríade da Usinagem Perfeita
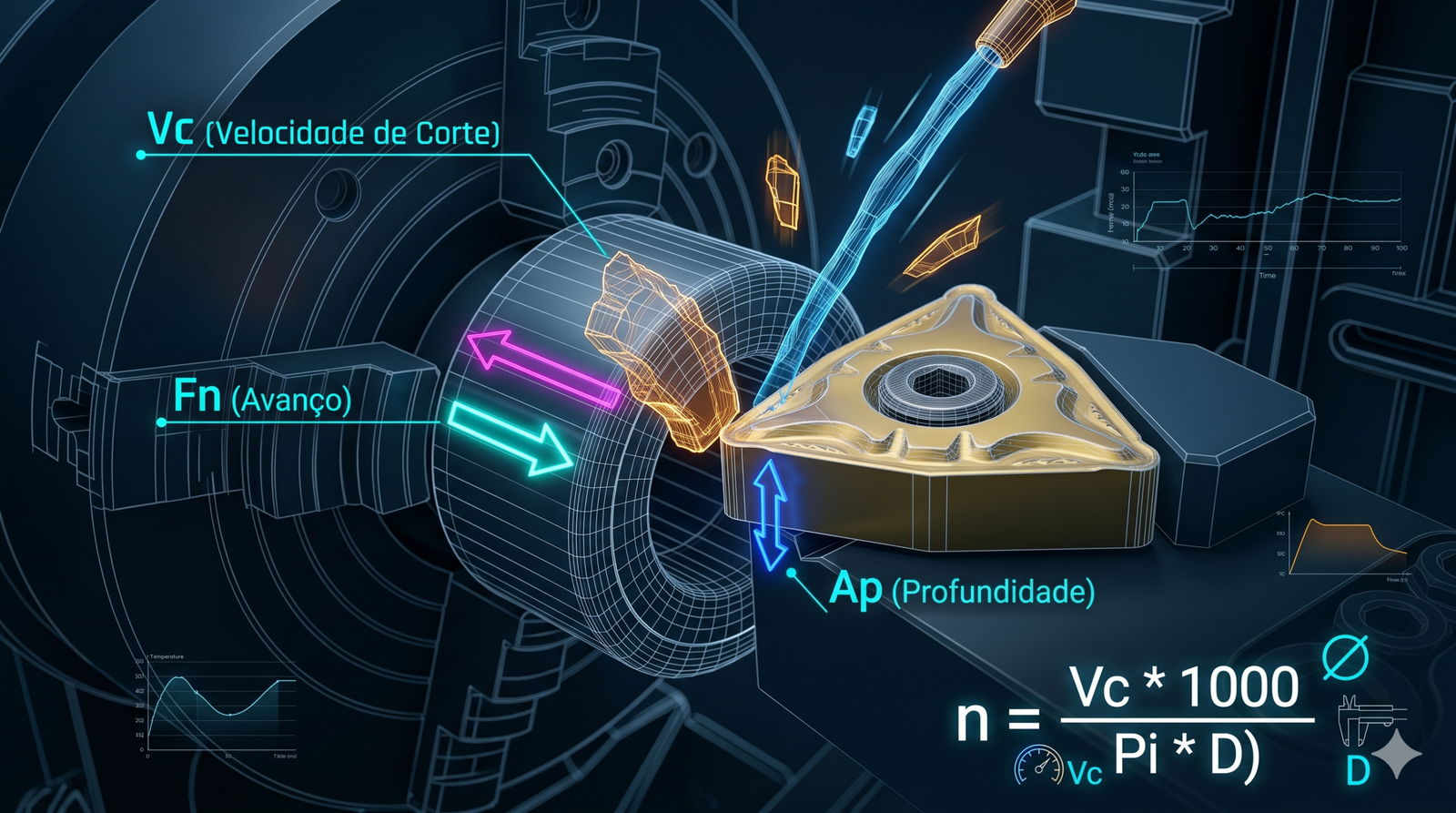
1. Velocidade de Corte (Vc)
A Velocidade de Corte (medida em m/min) é a velocidade na qual a aresta da ferramenta passa pela superfície da peça. É o fator que mais impacta o desgaste e a geração de calor.
- Trabalhar com a Vc muito alta destrói a cobertura CVD/PVD e causa desgaste rápido de flanco.
- Trabalhar com a Vc muito baixa gera aresta postiça (o material gruda na pastilha).
2. Avanço (Fn)
O avanço (medido em mm/rotação) dita o quão rápido a ferramenta se desloca linearmente. Ele define a espessura do cavaco e a qualidade do acabamento superficial.
- Está diretamente ligado à geometria da peça. Um avanço alto em uma pastilha de raio 0.4 (ex: TNMG 160404) pode causar a quebra da ponta. Para avanços altos, opte por raios mais robustos (0.8 ou 1.2).
3. Profundidade de Corte (Ap)
A profundidade (em mm) é a quantidade de material que a ferramenta penetra na peça em um único passe.
- O Ap nunca deve ser menor que o raio de ponta do inserto, caso contrário, o material será apenas empurrado (gerando atrito extremo) em vez de cortado.
Recomendações Práticas de Parâmetros
Cada fabricante entrega uma tabela de parâmetros na caixa, mas como regra geral para produtividade máxima:
- Para desbaste eficiente, maximize primeiro o Ap (Profundidade), depois o Fn (Avanço) e ajuste a Vc (Velocidade) por último para controlar o desgaste da Pastilha WNMG 080408.
- Para acabamento espelhado, reduza o Ap, diminua o Fn e eleve a Vc utilizando uma Pastilha CCMT 09T304.
FAQ: Dúvidas sobre Parâmetros de Corte
A Vc é a velocidade periférica real da peça passando pela pastilha. A RPM (Rotação Por Minuto) é quantas voltas a placa do torno dá. Conforme você usina a face de uma peça e vai em direção ao centro (diâmetro menor), a RPM deve aumentar para manter a mesma Vc (função G96 no CNC).
Um Avanço (Fn) excessivamente alto combinado com uma profundidade de corte (Ap) muito agressiva gera uma força mecânica superior à resistência à flexão do substrato de metal duro, resultando em lascamento ou quebra instantânea. A Vc errada geralmente causa apenas derretimento ou desgaste prematuro, mas não a quebra física no primeiro impacto.
O quebra-cavacos só funciona em uma faixa restrita de avanço e profundidade. Se o Ap for muito raso, o cavaco não atinge a rampa do quebra-cavacos e sai como uma “fita” contínua e perigosa.