Fresamento Trocoidal: O Segredo da Usinagem Dinâmica em CNC

Se você investiu em excelentes fresas de topo inteiriças de metal duro e as está utilizando apenas para fazer cortes retos tradicionais, você está desperdiçando até 70% do potencial da sua ferramenta. Na vanguarda da engenharia de precisão, a verdadeira lucratividade industrial em centros de usinagem atende pelo nome de Fresamento Trocoidal (ou Usinagem Dinâmica / High Efficiency Machining – HEM).
Esqueça a regra antiga de dar passes rasos e lentos para não quebrar a ferramenta. O fresamento trocoidal muda completamente a física do corte, permitindo que você use todo o comprimento da aresta de corte da fresa de uma só vez, rasgando aços duros e superligas como se fossem alumínio.
A Física por Trás do Movimento Trocoidal
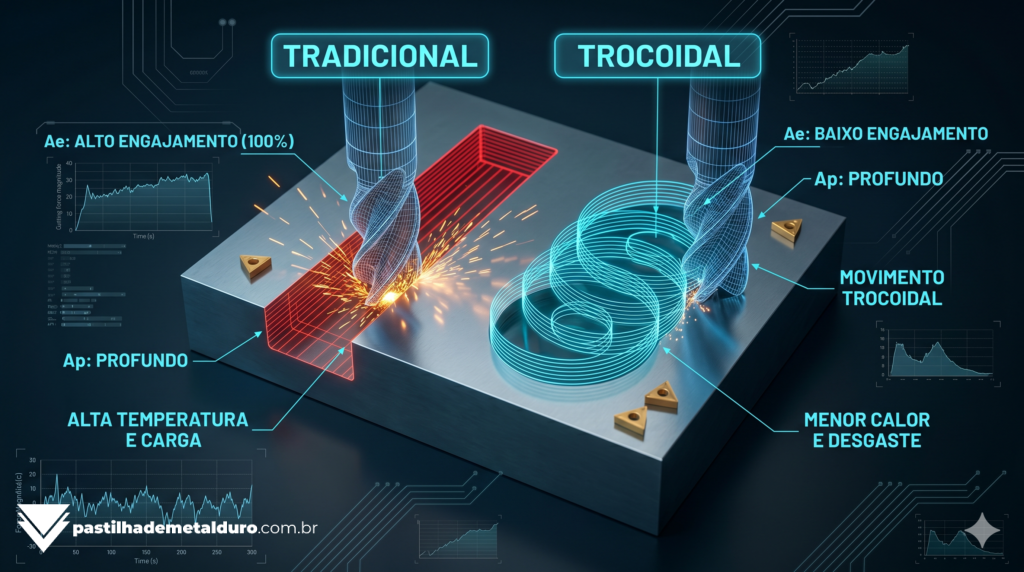
No fresamento tradicional (abertura de rasgos), a fresa entra no material e sofre um engajamento de 180° ou 100%. Isso gera um pico de força térmica e mecânica colossal, sendo a causa principal da quebra por fadiga e craterização severa.
O caminho trocoidal substitui o corte em linha reta por um movimento circular simultâneo ao avanço linear (como o movimento de um ciclone). Os benefícios são imediatos:
- Engajamento Constante (Ae): A fresa nunca fica “enterrada” no material. O software CAM calcula a trajetória para que apenas uma pequena porcentagem da ferramenta (ex: 10% do diâmetro) esteja cortando a qualquer momento.
- Afinamento de Cavaco: Como o corte é fino, o cavaco absorve o calor e é expulso rapidamente, evitando o choque térmico na pastilha de carboneto de tungstênio. A ferramenta permanece fria mesmo cortando a seco.
A Inversão dos Parâmetros de Corte (Ap vs Ae)
No fresamento dinâmico, as regras clássicas de cálculo de Vc, Fn e Ap sofrem uma inversão estratégica para maximizar o MRR (Material Removal Rate):
- Maximização do Ap (Profundidade Axial): Em vez de descer 1 ou 2 milímetros por passe, você desce a ferramenta inteira, utilizando todo o comprimento de corte (flute length) da fresa de uma vez (ex: 20mm de profundidade). O desgaste é distribuído por toda a hélice de metal duro, e não apenas na ponta.
- Minimização do Ae (Penetração Radial): Como a ferramenta está profundamente enterrada, ela “morde” muito pouco material de lado (ex: apenas 0.5mm ou 10% do seu diâmetro).
- Aumento Extremo da Velocidade: Com pouca pressão lateral, você pode multiplicar a Velocidade de Corte (Vc) e o Avanço da mesa em até 5x o valor convencional.
FAQ: Dúvidas sobre Usinagem Dinâmica Trocoidal
Não de forma eficiente. O caminho trocoidal não é feito de simples arcos G02/G03, mas de micro-arcos calculados dinamicamente para manter o engajamento perfeitamente constante nas curvas. Isso exige a geração de código através de um software CAM avançado (ex: Mastercam, Fusion 360, SolidCAM).
Exige fresas inteiriças de metal duro rígidas, de preferência com 4 a 6 cortes (arestas) e com espaçamento de hélice variável para evitar vibrações. Não use cabeçotes de pastilhas para abrir rasgos trocoidais profundos, pois eles não possuem aresta longa suficiente.
Na verdade, para usinar materiais duros (como classes P e H), o trocoidal funciona incrivelmente bem a seco, com apenas um jato de ar forte. O movimento espiral gera cavacos muito finos que absorvem todo o calor e devem ser varridos a ar para não serem recutados.