Pastilha de Rosca: O Guia Definitivo para Torneamento de Roscas no CNC
Enquanto os centros de usinagem lidam com o dilema entre o fresamento de rosca e o macho de roscar, o universo do torneamento CNC exige uma abordagem completamente diferente. Para usinar uma rosca externa ou interna em um eixo, o Mestre da Usinagem utiliza as Pastilhas de Rosca (Thread Turning Inserts).
Criar um filete de rosca perfeito não é apenas uma questão de afiar uma ferramenta em “V” e avançar. A lucratividade industrial em operações de rosqueamento depende do controle exato do cavaco e da prevenção do atrito lateral. Um erro no cálculo do passe ou na escolha da cobertura do carboneto de tungstênio resultará em roscas com rebarbas, fora de medida ou, no pior cenário, na fratura catastrófica do inserto.
Neste guia, focaremos na otimização de processo para garantir que suas roscas sejam usinadas com precisão nanométrica no primeiro ciclo, complementando o nosso guia básico sobre rosqueamento interno e externo.
Perfil Parcial vs Perfil Completo: Qual Escolher?
O primeiro passo é entender a geometria da ferramenta. Assim como aprendemos a decifrar formatos no guia de código ISO, as pastilhas de rosca dividem-se em duas categorias fundamentais:
1. Pastilha de Perfil Parcial (V-Profile)
A ferramenta curinga da oficina. Ela possui um formato em “V” exato (60° para roscas Métricas e UN; 55° para Whitworth).
- Vantagem: Uma única pastilha pode usinar vários passos diferentes (ex: de 1.0mm a 3.0mm). O raio de ponta é pequeno o suficiente para o menor passo suportado.
- Desvantagem: Ela não corta o topo (crista) da rosca. Isso significa que o diâmetro externo da peça (o “blank”) deve ser torneado na tolerância exata antes de iniciar a rosca, e muitas vezes o filete fica com uma micro-rebarba no topo.
2. Pastilha de Perfil Completo (Full Profile)
A escolha dos profissionais para produção em série. Cada pastilha é fabricada para um passo específico (ex: uma pastilha exclusiva para passo 1.5mm).
- Vantagem: Ela corta tanto o fundo (raiz) quanto o topo (crista) do filete. Isso garante um perfil perfeito, totalmente isento de rebarbas, e dispensa a necessidade de tornear o diâmetro exato do blank previamente (basta deixar um pequeno sobremetal).
- Desvantagem: Exige um estoque maior de ferramentas. Recomendamos investir em um Kit de Pastilhas de Rosca Perfil Completo 16ER para os passos que você mais utiliza na sua linha de produção.
O Segredo do Calço (Anvil) e o Ângulo de Hélice
Este é o erro mais comum no chão de fábrica. Uma rosca não é uma série de anéis retos; é uma hélice contínua. Dependendo do diâmetro da peça e do passo da rosca, essa hélice terá um ângulo de inclinação diferente.
Se você montar a pastilha reta no seu suporte de torneamento, a lateral do inserto vai roçar e esmagar a lateral do filete recém-cortado. O resultado é a destruição da peça e a craterização severa e quebra da ferramenta. Para corrigir isso, os suportes de rosquear possuem um Calço Inclinado (Shim/Anvil) debaixo da pastilha. Trocando este calço, você inclina a pastilha (ex: 1°, 2°, 3°) para que ela acompanhe perfeitamente a hélice.
Estratégias de Penetração (Infeed) no CNC
Ao contrário do torneamento convencional onde você foca nos parâmetros de corte básicos (Vc, Fn, Ap), na rosca o Avanço é estritamente igual ao Passo da rosca. A variável que você deve controlar no código G (como o ciclo G76) é o método de penetração:
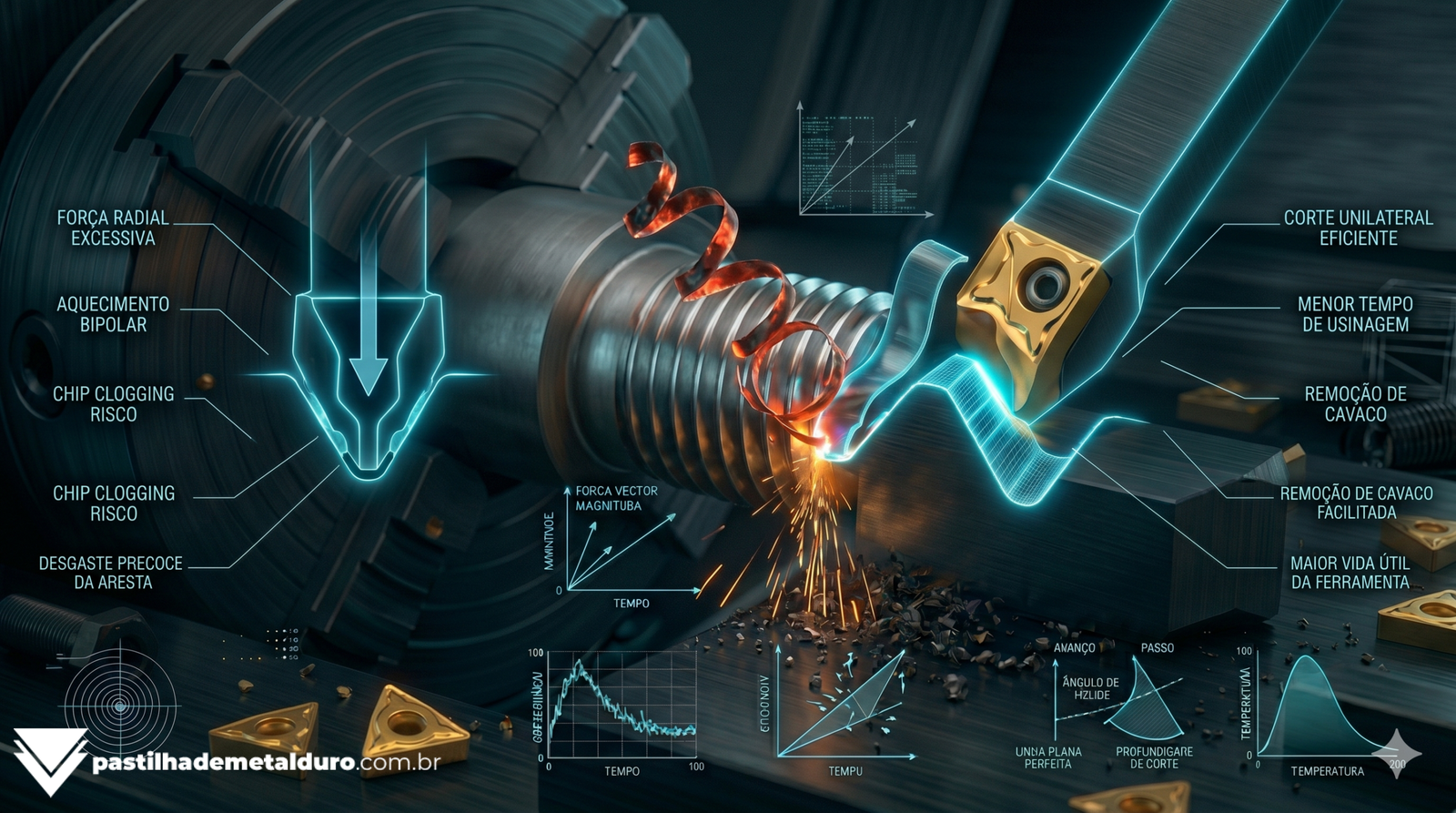
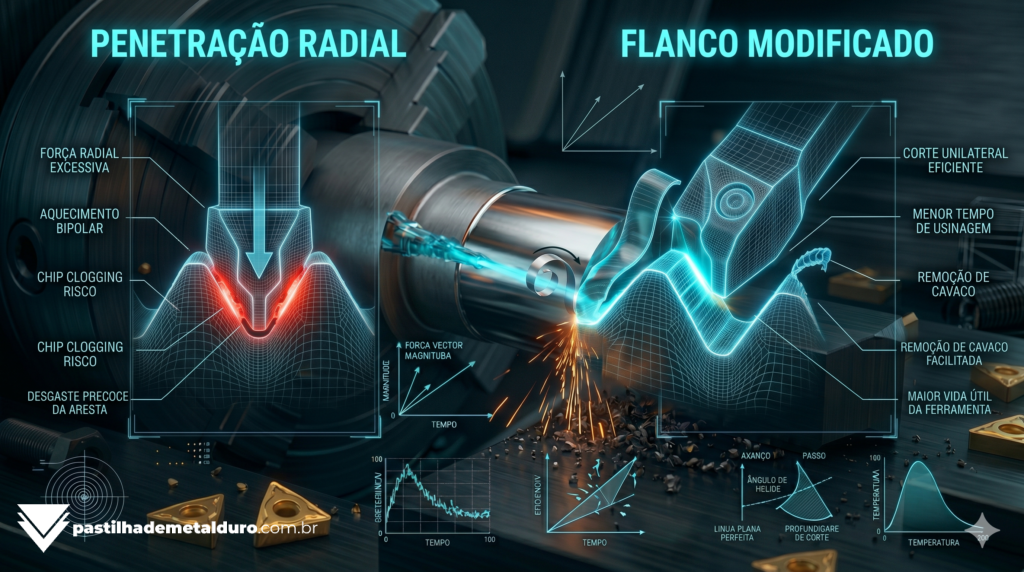
- Penetração Radial: A ferramenta entra reto em direção ao centro. Corta com os dois lados do “V” simultaneamente. Gera um cavaco em formato de “V” muito duro e difícil de expulsar, causando alta vibração em passos grandes.
- Penetração no Flanco Modificado (Recomendado): A ferramenta desce em um ângulo levemente menor que o ângulo da rosca (ex: 29° para uma rosca métrica de 60°). Assim, a pastilha corta usando principalmente uma das arestas, gerando um cavaco macio, fluido e que sai rapidamente, otimizando a vida útil do metal duro.
FAQ: Dúvidas sobre Torneamento de Roscas
Nunca tente fazer uma rosca no torno em um único passe. O volume de material removido aumentaria exponencialmente, quebrando a ferramenta. Utilize tabelas do fabricante. Para um passo de 1.5mm em aço, geralmente são necessários de 5 a 6 passes, diminuindo progressivamente a profundidade a cada ciclo.
Não. Embora pareçam similares e trabalhem com movimentos retos como as pastilhas de bedame para canal, as pastilhas de rosca possuem geometrias de ponta altamente sensíveis e não suportam a carga de um mergulho contínuo.
Fundamental. Roscas exigem passes repetidos na mesma cavidade. A utilização de refrigeração de alta pressão lava os cavacos para fora dos filetes, garantindo que no próximo passe a ferramenta não esmague resíduos de aço. Recomendamos um Óleo Solúvel de Extrema Pressão (EP).