Basta olhar para o cabo de um micrômetro ou para o punho de ferramentas cirúrgicas para ver o recartilhamento em ação. Criar aquela textura de aderência (diamantada ou reta) na superfície do aço é essencial para a ergonomia das peças. No entanto, levar o recartilhamento para o Torno CNC é um desafio que testa o limite da rigidez da sua máquina e da sua otimização de processo.
Diferente de um suporte de torneamento ISO que remove o material suavemente com uma pastilha afiada, o recartilhamento tradicional é um processo brutal. Se o Mestre da Usinagem não dominar as diferentes tecnologias das ferramentas de recartilhar, o excesso de força radial pode empenar o eixo, destruir os rolamentos do fuso ou gerar o temido “passo duplo”.
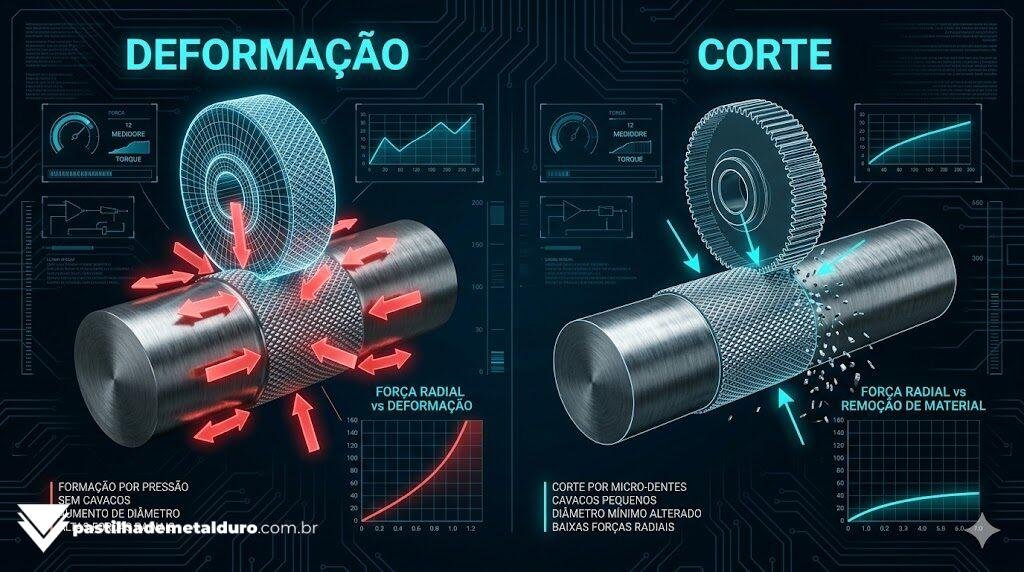
Para garantir a lucratividade industrial e peças perfeitas, você precisa escolher entre os dois métodos principais: Deformação ou Corte.
Recartilhamento por Deformação (Form Knurling)
Este é o método clássico, utilizado na grande maioria das oficinas convencionais. A ferramenta possui roletes de aço ultra-duro que são literalmente prensados contra a peça giratória.
- A Dinâmica: Não há remoção de cavaco. A pressão extrema esmaga o metal a frio, fazendo-o fluir e preencher os vãos do rolete, “estufando” a peça.
- A Desvantagem (Alta Força Radial): A força necessária para esmagar o aço empurra a peça para longe da ferramenta. Isso causa severa deflexão (empenamento). É impossível recartilhar peças longas e finas por deformação sem um contraponto e um excelente furo de centro.
- Alteração de Diâmetro: Como o material é empurrado para fora, o diâmetro final da peça aumenta. Você deve tornear o blank inicial ligeiramente menor que a medida final desejada.
Recartilhamento por Corte (Cut Knurling): O Padrão CNC
Para solucionar o problema da pressão excessiva, a tecnologia moderna desenvolveu a ferramenta de recartilhar por corte.
- A Dinâmica: Em vez de esmagar o metal, os roletes possuem arestas de corte minúsculas, semelhantes aos dentes de uma fresa. Eles são inclinados em um ângulo específico e, conforme a peça gira, eles cortam e removem micro-cavacos para formar a textura diamantada ou reta.
- A Vantagem CNC: Reduz a força radial em até 80% comparado à deformação. Isso permite usinar peças finas e longas (como eixos de impressoras) sem empenamento e sem destruir a vida útil do equipamento. Recomendamos fortemente o investimento em um Suporte de Recartilhar por Corte CNC para produções em série de alto valor.
O Pesadelo do “Passo Duplo” (Double Tracking)
Se você já recartilhou uma peça e, em vez de pontas de diamante perfeitas, obteve um emaranhado de linhas quebradas, você sofreu o “Passo Duplo”.
Isso ocorre quando a circunferência da peça não é um múltiplo exato do passo do rolete. Ao dar a volta completa, os dentes do rolete não caem no mesmo vinco que criaram no início, criando uma segunda trilha sobreposta.
- A Solução: Para evitar desgaste excessivo da ferramenta e peças refugadas, é preciso calcular o diâmetro exato de torneamento antes do recartilho ou, em casos práticos do CNC, fazer um “mergulho” (penetração) inicial rápido e agressivo para forçar a sincronização instantânea dos dentes com a peça.
FAQ: Dúvidas sobre Recartilhamento CNC
A Velocidade de Corte (Vc) deve ser muito baixa em comparação com o torneamento convencional com metal duro (geralmente entre 15 a 50 m/min). Já o avanço (Fn) deve ser firme o suficiente para evitar que os roletes “escorreguem” sobre a peça.
Sim. No recartilhamento por deformação, a refrigeração de alta pressão (HPC) ou inundação é vital para lavar as micropartículas de metal que descamam do aço (flakes) e lubrificar os eixos dos roletes. Utilize um Óleo Solúvel de Extrema Pressão (EP) para evitar que os roletes travem por excesso de calor.
No recartilhamento por deformação cruzada (que usa dois roletes sobrepostos), as ferramentas costumam ser parrudas e batem na placa. No recartilho por corte, a cabeça da ferramenta pode ser ajustada para trabalhar muito próximo a ressaltos ou ombros a 90 graus na peça.