
Paquímetro Digital e Analógico: Guia de Metrologia para Usinagem

O paquímetro é o instrumento de metrologia mais utilizado no chão de fábrica para medir diâmetros externos, internos e profundidades. Na usinagem CNC, para aferir peças torneadas ou fresadas em materiais como aço (ISO P) ou inox (ISO M), o paquímetro digital com resolução de 0.01mm garante uma leitura instantânea e livre do erro de paralaxe. Para operações que exigem tolerâncias extremas (como H7), ele atua como a ferramenta de inspeção primária para controle de qualidade antes do uso de micrômetros ou do Apalpador CNC (Probe).
A lucratividade industrial morre quando o operador usina uma peça fora da tolerância por ter lido o instrumento de medição de forma incorreta. Neste guia focado na otimização de processo, o Mestre da Usinagem vai destrinchar como escolher e utilizar o paquímetro correto para que o seu refugo chegue a zero.
Anatomia e Leitura: Do Nônio ao Sensor Digital
A metrologia base da oficina mecânica sempre foi o paquímetro universal analógico. Ele utiliza uma escala principal e um cursor deslizante chamado de nônio (ou vernier). O operador precisa alinhar os traços visualmente para encontrar a medida exata, um processo que consome tempo e está sujeito à fadiga visual.
A evolução para a alta produção trouxe o paquímetro digital. Com um encoder capacitivo linear embutido na haste, a posição exata da mandíbula é traduzida para um display LCD.
- Vantagem Absoluta: O botão “Zero” (Tara) permite realizar medições relativas e comparativas de forma instantânea.
- Recomendação para CNC: O ambiente da máquina é hostil. Invista obrigatoriamente em um Paquímetro Digital IP67 (Proteção contra Água e Óleo). Paquímetros baratos “piscam” ou queimam o painel ao entrarem em contato com a névoa da refrigeração de alta pressão (fluido de corte).
A Física da Medição: Temperatura e Dilatação Térmica
Um erro clássico de operadores novatos é medir a peça imediatamente após a usinagem. Quando você desbasta um eixo de aço liga (ISO P) utilizando uma pastilha wiper a uma Velocidade de Corte (Vc) de 250 m/min, Avanço (fn) de 0.25 mm/rot e Profundidade de Corte (ap) de 2.0 mm, o atrito gera um calor massivo.
O aço sofre dilatação térmica. Se você medir um diâmetro de 50.00mm a 80°C, ele estará maior. Quando a peça resfriar para a temperatura padrão de metrologia (20°C), ela encolherá, e a sua peça ficará fora da tolerância (submedida). Sempre aguarde a estabilização térmica antes de validar dimensões críticas com o seu paquímetro.
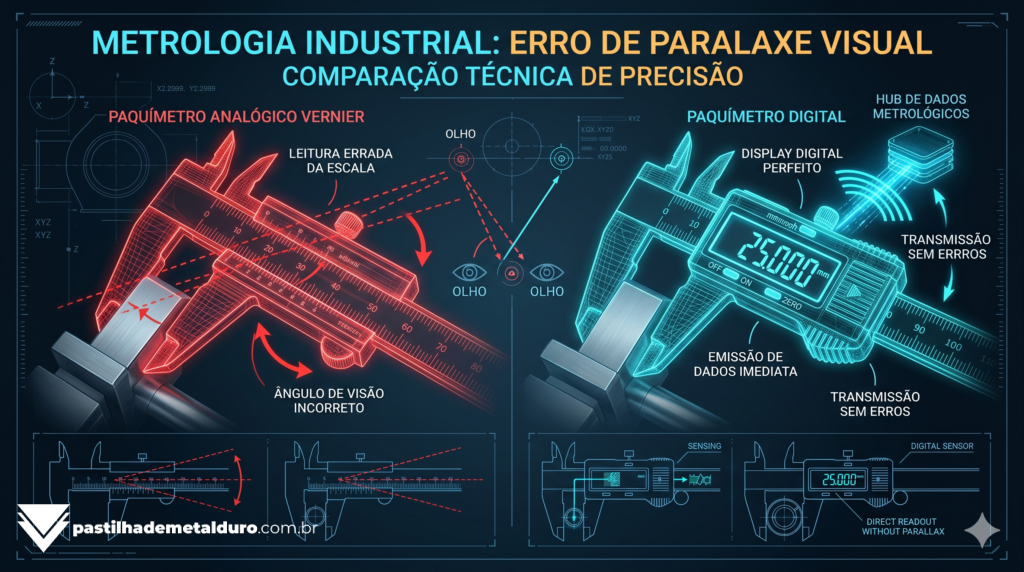
Tabela de Solução de Metrologia Dimensional
Para dominar o controle de qualidade, você precisa saber quando abandonar o paquímetro e utilizar um instrumento mais preciso. Veja a tabela de equivalência:
| Situação de Medição (Tolerância) | Instrumento Recomendado | Ação e Motivo |
| Geral / Desbaste (± 0.05mm a ± 0.1mm) | Paquímetro Universal (Analógico ou Digital) | Medição rápida de diâmetros, canais gerados por bedame e comprimento total. |
| Ajuste Fino / Rolamento (± 0.005mm a ± 0.01mm) | Micrômetro Externo / Interno | O fuso micrométrico aplica pressão constante (catraca), eliminando a variação de força da mão do operador. |
| Alinhamento e Excentricidade (Runout) | Suporte e Relógio Comparador | Instrumentos de contato radial contínuo para verificar batimento de fusos e esquadrejamento. |
FAQ: Dúvidas Comuns sobre Paquímetros
É um instrumento de medição de precisão que possui mandíbulas para medir dimensões externas, internas e de profundidade. Ele utiliza um sensor eletrônico (encoder capacitivo) para ler o deslocamento e exibir a medida exata (em milímetros ou polegadas) em um visor LCD.
O paquímetro é versátil (mede externo, interno e profundidade) com resolução típica de 0.01mm a 0.05mm. O micrômetro é específico (apenas externo ou apenas interno), porém muito mais preciso, com resolução capaz de ler milesimais de milímetro (0.001mm), ideal para eixos retificados.
É o erro de leitura visual que ocorre no paquímetro analógico quando o operador olha para a escala do nônio de forma inclinada, em vez de perfeitamente a 90 graus. O paquímetro digital elimina completamente o erro de paralaxe.



