O maior ralo de dinheiro em um chão de fábrica não é a conta de energia, é o tempo de máquina parada e o refugo gerado pelo uso incorreto de ferramentas. Quando um operador tenta cortar Inconel com uma pastilha não revestida, o esforço de corte sobe, a aresta de corte colapsa em minutos e a lucratividade industrial desaparece.
Neste guia definitivo focado na otimização de processo, vamos catalogar a anatomia, a aplicação e a física das ferramentas de usinagem modernas. Descubra como aplicar a geometria correta para atingir um acabamento superficial (Ra) espelhado e dominar a rentabilidade do seu Centro de Usinagem.
O que são Ferramentas de Usinagem CNC?
Ferramentas de usinagem são implementos de corte fabricados em carboneto de tungstênio (metal duro), aço rápido, cerâmica ou CBN. Sua função é remover cavacos de um bloco metálico. A escolha depende da padronização ISO do material: aço carbono (ISO P), aço inoxidável (ISO M), ferro fundido (ISO K), alumínio (ISO N), superligas (ISO S) e materiais endurecidos (ISO H). Utilizar o substrato e o revestimento CVD/PVD adequados define o sucesso da operação.
Fresas de Topo e Cabeçotes (Fresamento)
No fresamento, a ferramenta gira contra a peça fixa. Uma fresa de topo de metal duro inteiriça com hélice variável quebra a ressonância harmônica, sendo ideal para fresamento trocoidal (HSM).
Para maximizar a vida útil em ISO P e ISO M, aplique rigorosamente os parâmetros de corte (Vc, Fn, Ap). Em desbaste pesado de aço (ISO P), utilize Velocidade de Corte (Vc) de 150 a 250 m/min, Avanço por dente (fz) de 0.1 a 0.2 mm/rot, e uma Profundidade de Corte (ap) correspondente ao raio da pastilha.
Ferramentas de Torneamento e Mandrilamento
No torneamento, a peça gira e a ferramenta avança. Para usinagem externa, um suporte de torneamento ISO rígido garante estabilidade dimensional. Já o diâmetro interno exige uma barra de mandrilar para evitar deflexão. O segredo está no quebra-cavacos: geometrias agressivas quebram o cavaco curto, evitando que ele se enrole no mandril. Em materiais macios de ISO N (alumínio), aplique pastilhas polidas, com Vc acima de 400 m/min e priorize usinagem com jatos direcionados de refrigeração de alta pressão (fluido de corte).
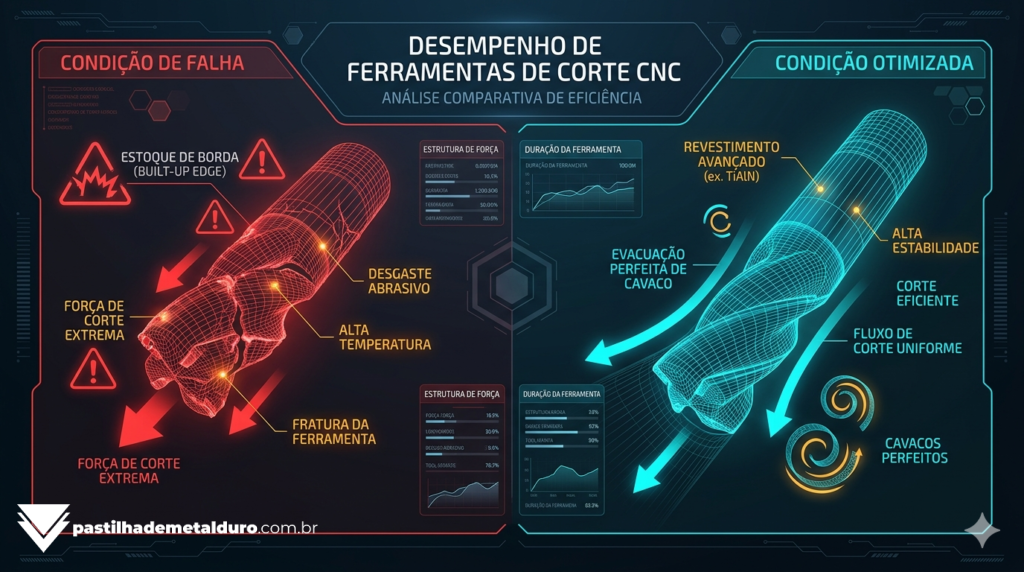
Tabela de Solução de Problemas: Desgaste em Ferramentas
Mesmo com os parâmetros ideais, prever o comportamento térmico do corte é desafiador. Abaixo, a tabela técnica para solucionar os problemas mapeados no guia de falhas e craterização de pastilhas:
| Sintoma (Problema) | Causa Principal | Solução (Ação Corretiva) |
| Aresta Postiça (BUE) | Baixa temperatura na zona de corte. Material (geralmente ISO N ou M) gruda na aresta. | Aumentar a Velocidade de Corte (Vc) ou utilizar ferramentas com revestimento PVD polido. |
| Craterização (Desgaste Topo) | Esforço de corte e temperatura excessivos (difusão química em ISO P). | Reduzir a Velocidade de Corte (Vc) e utilizar insertos com revestimento CVD (Al2O3 espesso). |
| Lasca ou Quebra Rápida | Vibração, avanço (fn) muito alto ou choque térmico grave. | Reduzir o avanço (fn), checar fixação no fuso e transitar para usinagem a seco se usar fresas intermitentes. |
FAQ: Dúvidas Comuns sobre Ferramentas de Usinagem
São instrumentos de corte com alta dureza (como metal duro ou CBN) utilizados em tornos e fresadoras para remover material em forma de cavaco. Elas esculpem peças de metal através de movimentos programados de alta rotação.
É o processo de corte que elimina o uso de fluido refrigerante. Indicado para fresamento com metal duro revestido, pois evita o choque térmico na aresta da pastilha, prolongando a vida útil da ferramenta através da expulsão do calor no próprio cavaco.
Identifique a classe do material pela padronização ISO (P, M, K, N, S, H). Use pastilhas P para aços comuns, M para aço inoxidável e K para ferro fundido. Combine a classe com geometrias de quebra-cavaco adequadas para desbaste ou acabamento.