
Tornear o diâmetro externo de um eixo é uma tarefa relativamente simples, onde a ferramenta tem total liberdade de espaço. Porém, quando o Mestre da Usinagem precisa entrar na peça para usinar um furo com tolerância H7, o jogo muda completamente. É aqui que a Barra de Mandrilar entra em cena.
O torneamento interno (mandrilamento) é a operação mais traiçoeira do chão de fábrica. A ferramenta precisa ser longa o suficiente para alcançar o fundo do furo, mas fina o suficiente para não esfregar nas paredes. Essa combinação física cria o maior inimigo da lucratividade industrial: a vibração (chatter).
Neste guia focado na otimização de processo, vamos explorar como escolher a barra de mandrilar correta para evitar peças refugadas, quebra de pastilhas e aquele barulho estridente que assombra qualquer operador de CNC.
O que é uma Barra de Mandrilar?
Enquanto uma broca inteiriça de metal duro é feita para criar um furo a partir do zero no material maciço, a barra de mandrilar é uma haste de torneamento projetada para entrar em um furo já existente e alargá-lo com precisão micrométrica, melhorando a circularidade, a concentricidade e o acabamento superficial.
Ela utiliza pastilhas de metal duro intercambiáveis na sua ponta e atua de forma muito semelhante a um suporte de torneamento externo, mas com limitações físicas severas de escoamento de cavaco e deflexão.
A Regra de Ouro do Balanço (L/D Ratio)
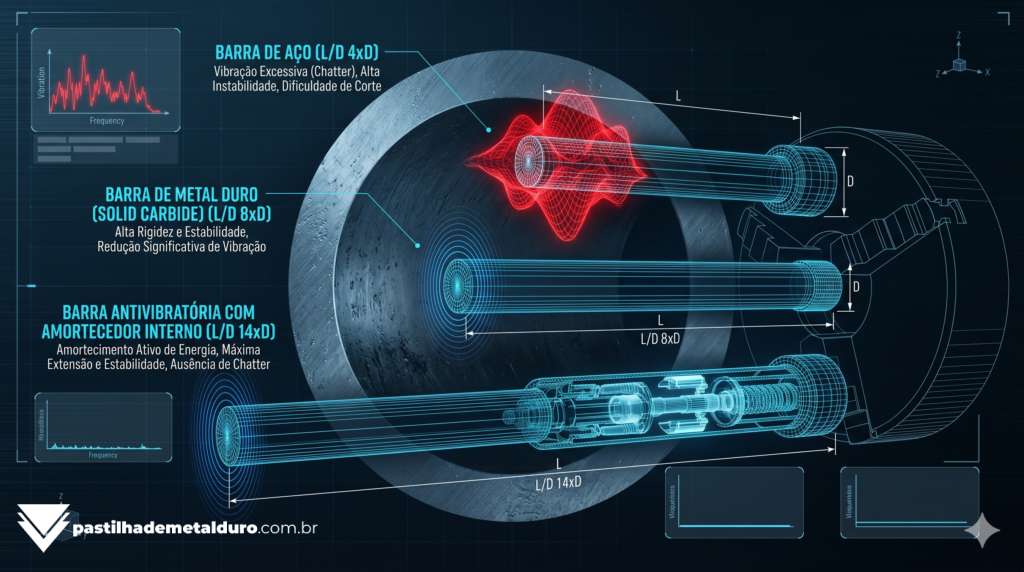
O fator mais crítico no mandrilamento é a relação entre o Comprimento em Balanço (L) — o quanto a barra fica para fora da torre da máquina — e o seu Diâmetro (D). Quanto maior o balanço, maior a flexão da ferramenta durante o corte.
Para combater isso, a engenharia de ferramentas desenvolveu três tecnologias principais de hastes. Escolher a haste errada resultará no desgaste prematuro e quebra do inserto.
| Tipo de Barra de Mandrilar | Material da Haste | Relação L/D Máxima Recomentada | Aplicação Principal |
|---|---|---|---|
| Padrão (Aço) | Aço Liga temperado | Até 4x o diâmetro | Usinagem geral, furos curtos e rígidos. Menor custo. |
| Metal Duro | Carboneto de Tungstênio | Até 6x a 8x o diâmetro | Furos profundos. Alta rigidez, resistente à deflexão. |
| Antivibratória | Aço + Massa Amortecedora | Até 10x a 14x o diâmetro | Furos extremos. Possui um mecanismo interno a óleo/massa para anular a ressonância harmônica. |
Recomendação de Mestre: Se você usina furos profundos frequentemente, substituir uma barra de aço longa por uma Barra de Mandrilar de Metal Duro (Haste Inteiriça) é o investimento que trará o retorno mais rápido na qualidade do acabamento.
Geometria Ideal da Pastilha para Mandrilamento
Você não pode simplesmente pegar a mesma pastilha robusta de desbaste externo e colocar na barra de mandrilar. A força de corte (pressão radial) empurrará a barra para longe da parede, gerando vibração.
Para minimizar a força radial, você deve adotar as seguintes estratégias de geometria positiva:
- Ângulo de Posição: Utilize barras com ângulo de posição próximo a 90° (como os suportes tipo SCLCR). Isso direciona a força de corte para o eixo Z (axial), onde a barra é mais rígida.
- Raio de Ponta Pequeno: Um raio de 0.8mm empurra a ferramenta com muita força. Para mandrilamento, dê preferência a pastilhas com raio de 0.4mm ou até 0.2mm.
- Controle de Cavacos: Diferente do bedame de corte, onde o cavaco é ejetado para fora, no furo o cavaco fica preso. Utilize pastilhas com quebra-cavacos de alta inclinação e muita refrigeração interna para lavar os detritos para fora.
FAQ: Dúvidas sobre Barras de Mandrilar
Mandrilar (ou alargar) é a operação de usinagem destinada a ampliar ou melhorar a qualidade de um furo cilíndrico previamente aberto por uma broca ou processo de fundição.
A broca corta com a ponta (topo) e avança no eixo Z para furar material sólido. A barra de mandrilar corta com a lateral (aresta da pastilha) e se desloca nos eixos X e Z para aumentar o diâmetro de um furo já existente, garantindo tolerâncias apertadas.
Assim como as ferramentas externas, a aresta de corte da pastilha na barra de mandrilar deve estar perfeitamente alinhada na altura de centro (linha central do eixo da placa). Uma barra fixada ligeiramente acima do centro causará atrito excessivo na folga da pastilha; se fixada abaixo, causará vibração agressiva e piora do acabamento.





