
Barra de Mandrilar Antivibratória: O Fim da Vibração na Usinagem Interna

Tornear o diâmetro externo de um eixo é relativamente simples: a peça está visível, o cavaco tem espaço para cair e a refrigeração atinge a zona de corte facilmente. Porém, quando você precisa usinar o interior de um cilindro profundo, o cenário muda drasticamente. A usinagem interna (mandrilamento) é considerada a operação mais crítica do torneamento CNC.
Mesmo que você faça a abertura inicial perfeita utilizando uma Broca U (U-Drill) de alta performance, o passe de acabamento interno exige uma ferramenta esbelta e longa. É aqui que nasce o maior inimigo da lucratividade industrial: a vibração (chatter).
Para dominar a usinagem interna, o Mestre da Usinagem precisa entender a física por trás do balanço da ferramenta e como as barras de mandrilar de carboneto de tungstênio e antivibratórias mudam o jogo.
A Regra de Ouro do Mandrilamento: A Relação L/D
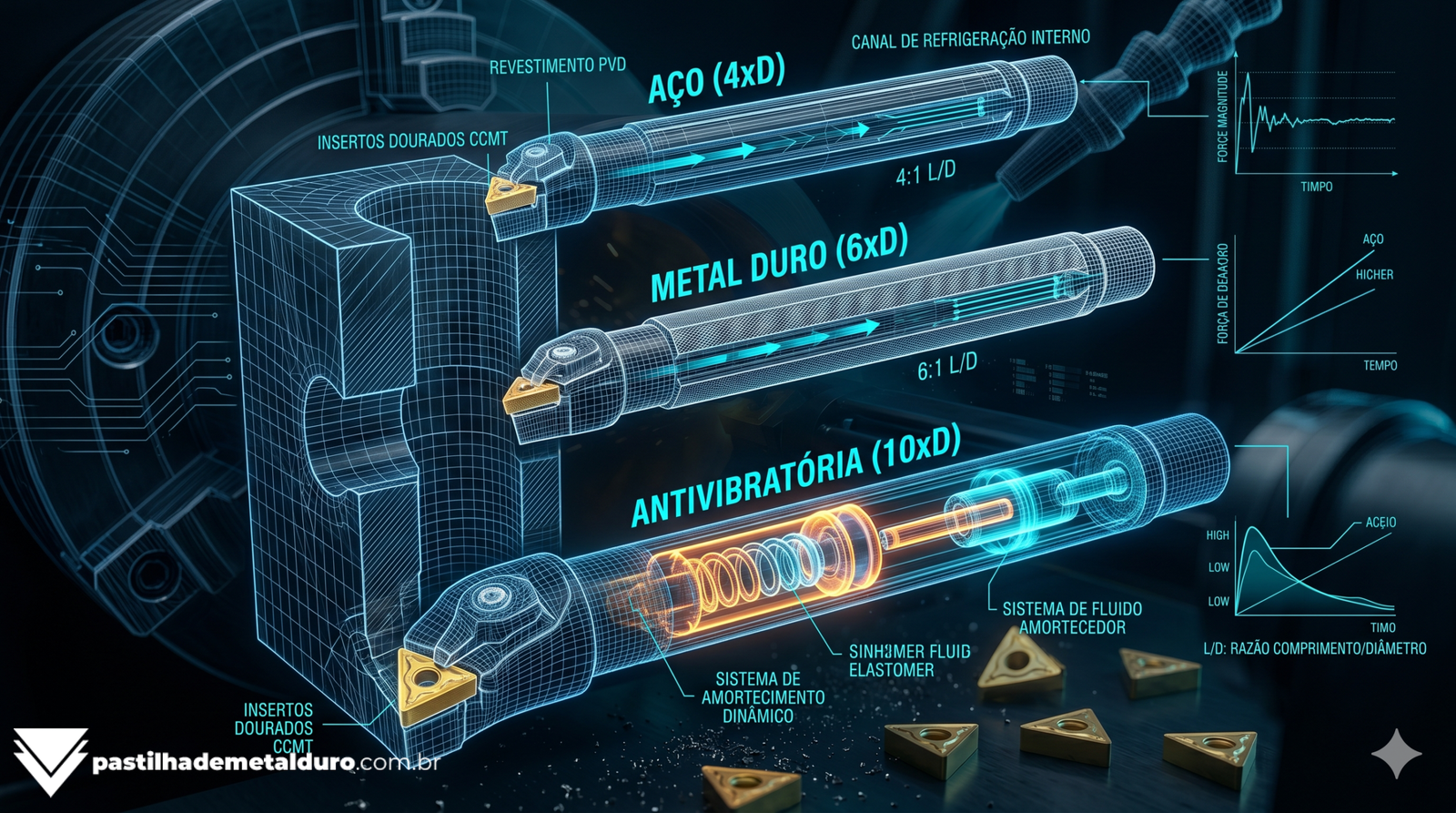
A estabilidade de um suporte de torneamento interno é definida pela relação entre o seu Comprimento em balanço (L – Length) e o seu Diâmetro (D – Diameter). Quanto mais longa e fina for a barra, mais ela irá fletir e vibrar sob a pressão do corte.
1. Barras de Aço Convencionais (L/D até 4x)
São as ferramentas padrão da indústria. Se você tem uma barra de 20mm de diâmetro, ela só pode entrar no máximo 80mm dentro da peça (4 vezes o seu diâmetro). Ultrapassar esse limite resulta em um acabamento superficial “riscado” e uma vibração ensurdecedora.
2. Barras de Metal Duro Sólido (L/D até 6x)
Quando o aço não é suficiente, a barra feita inteiramente de carboneto de tungstênio entra em ação. Como o metal duro tem um módulo de elasticidade três vezes maior que o do aço, essas barras são incrivelmente rígidas, permitindo usinar profundidades de até 6 vezes o diâmetro da haste.
3. Barras Antivibratórias / Silent Tools (L/D até 10x ou mais)
A maravilha da engenharia moderna. Essas barras possuem um sistema amortecedor interno (uma massa pesada suspensa em fluido oleoso). Quando a força de corte gera vibração na pastilha, o mecanismo interno vibra em uma frequência oposta, anulando o movimento. Permitem tornear cilindros profundos (como canhões ou atuadores hidráulicos) com acabamento espelhado.
Geometria: Escolhendo a Pastilha para Mandrilamento
A escolha do inserto interno é o oposto da usinagem externa. No mandrilamento, você precisa reduzir a força radial (a força que empurra a barra para longe da parede da peça).
- Fuja das Pastilhas Negativas: Insertos robustos como o TNMG ou WNMG exigem muita pressão para cortar. No interior da peça, essa pressão fará a barra fletir.
- Use Pastilhas Positivas: A codificação ISO ideal para o mandrilamento inclui pastilhas com ângulo de folga positivo, como CCMT ou DCMT. Elas possuem uma aresta muito afiada (faca), cortando o material com mínima resistência lateral.
- Cuidado com o Raio de Ponta: Um raio 0.8mm gera mais atrito do que um raio 0.4mm. Para barras longas, sempre utilize raios de ponta pequenos (0.2 ou 0.4) para manter a pressão de corte a mais baixa possível.
FAQ: Dúvidas sobre Barras de Mandrilar
É o maior problema. Se os cavacos não quebrarem adequadamente, eles vão se enrolar ao redor da barra, riscando a parede da peça e podendo até travar e quebrar a ferramenta. É mandatório o uso de pastilhas com excelente quebra-cavacos e refrigeração interna de alta pressão para expulsá-los.
O mecanismo de amortecimento interno (óleo e massas de inércia) fica na parte frontal e central da barra. Se você cortar a haste, destruirá a ferramenta e perderá um equipamento de alto valor agregado.
Isso se chama deflexão. A pressão do corte faz a barra “dobrar” levemente para longe do material no fundo do furo. Para corrigir isso no CNC, o programador deve fazer um passe de calibração (um segundo passe no vazio) ou aplicar uma compensação cônica no código G.



