Refrigeração de Alta Pressão na Usinagem CNC: O Guia Definitivo do Fluido de Corte

Você pode ter investido na melhor máquina da Europa, comprado o suporte de torneamento perfeito e escolhido a pastilha ideal. Porém, se a refrigeração não estiver atingindo o ponto exato de corte, sua lucratividade industrial vai evaporar junto com o fluido.
O calor extremo é o maior inimigo da aresta de corte. Em operações severas, a temperatura entre a pastilha de carboneto de tungstênio e a peça pode ultrapassar 1000°C. Entender a evolução do sistema de inundação (flood coolant) para a Refrigeração de Alta Pressão (High-Pressure Coolant – HPC) é o divisor de águas na otimização de processo de qualquer oficina moderna.
A Barreira de Vapor (Por que a inundação convencional falha)
O sistema tradicional de refrigeração despeja um grande volume de fluido de baixa pressão (geralmente de 2 a 5 BAR) sobre a ferramenta através de um Bico de Refrigeração Articulado. Para operações leves, isso é suficiente.
No entanto, em alta performance (altas rotações), o calor gerado é tão intenso que o fluido de corte ferve antes mesmo de tocar a ferramenta. Isso cria uma “Barreira de Vapor” (Efeito Leidenfrost) — um bolsão de gás quente que envolve a ponta da pastilha, impedindo que o líquido fresco chegue à zona de corte. O resultado é o superaquecimento, a craterização severa e a quebra da ferramenta.
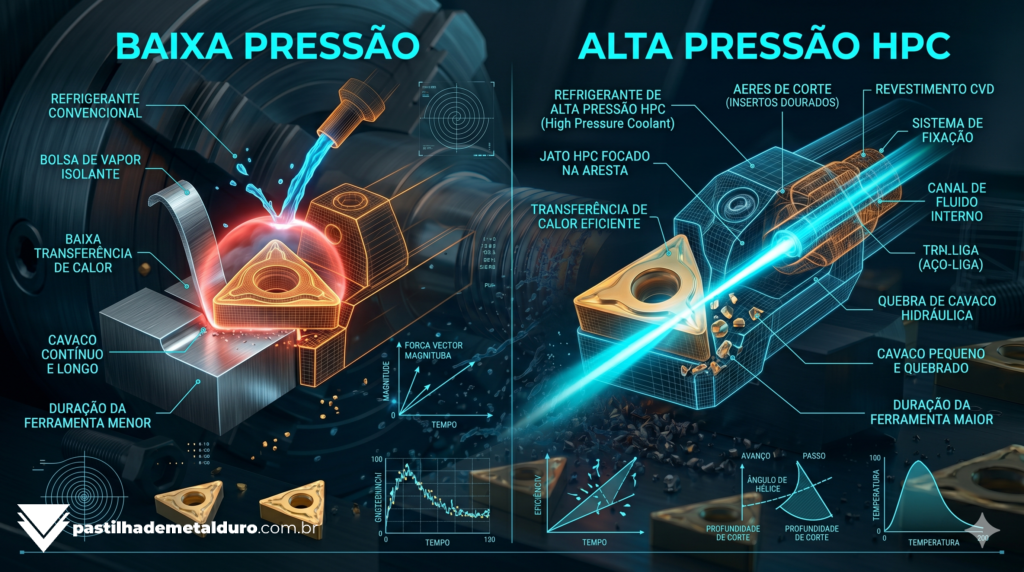
O Poder da Alta Pressão (HPC – 70 a 150 BAR)
A refrigeração de alta pressão utiliza bombas potentes e ferramentas com furos internos para disparar jatos a mais de 70 BAR diretamente por baixo do cavaco, exatamente na aresta de corte.
- Quebra de Cavacos Hidráulica: Quando usinamos aços de baixo carbono ou superligas, o cavaco tende a ser longo e emaranhado. O jato de alta pressão atinge o cavaco como uma lâmina de água, dobrando-o à força contra o quebra-cavacos da pastilha e partindo-o em pedaços minúsculos.
- Operações Críticas: Na furação profunda com Broca U (U-Drill) ou nas operações de sangramento com bedame, a alta pressão é vital para expulsar o cavaco de dentro da fenda, impedindo que a ferramenta trave e quebre.
O Outro Lado da Moeda: Quando Usinar a Seco
Mais fluido não é sempre a resposta. É fundamental saber quando o choque térmico pode destruir sua ferramenta de carboneto de tungstênio ou materiais avançados.
- Fresamento de Aços: Como vimos no guia de cabeçotes de fresamento, a fresa entra e sai do material continuamente. Jogar fluido cria um ciclo de aquecimento/resfriamento a cada segundo, gerando trincas térmicas. O fresamento de aço deve ser feito a seco com sopro de ar.
- Torneamento Duro (Hard Turning): Ao utilizar pastilhas de CBN e Cerâmica, o corte deve ser sempre a seco, pois esses materiais explodem se entrarem em contato com fluido durante a operação em alta temperatura.
FAQ: Dúvidas sobre Fluidos de Corte
O óleo integral puro (sem água) oferece altíssima lubricidade e é excelente para roscas severas e máquinas tipo Swiss-Type, mas tem baixo poder de resfriamento e gera névoa/fumaça. O Óleo Solúvel Semissintético para CNC (misturado com água na proporção de 5% a 10%) oferece a melhor combinação: a água resfria a ferramenta, enquanto os polímeros lubrificam o corte e protegem a máquina contra ferrugem.
Muito. Se a concentração estiver baixa (muita água), a máquina enferruja, bactérias proliferam (causando mau cheiro) e a ferramenta sofre atrito excessivo. Se a concentração estiver alta (muito óleo), gera espuma na alta pressão e desperdiça produto caro. Use sempre um refratômetro para monitorar a porcentagem semanalmente.
O sistema entra em cavitação. Bolhas de ar submetidas a alta pressão implodem violentamente dentro da bomba e da ferramenta, causando pitting (micro-erosões) que destroem o equipamento internamente. Mantenha os filtros limpos e o nível do tanque sempre adequado.