Pastilhas de Bedame: O Guia de Corte e Canal (Sangramento) na Usinagem

Na usinagem CNC, poucas operações são tão estressantes quanto o “sangramento” (corte final para separar a peça da barra). É o último passo do processo. Se a ferramenta falhar aqui, todo o tempo investido no torneamento com pastilhas ISO e nos passes de acabamento será perdido, transformando a peça em sucata.
Diferente do torneamento longitudinal, onde o cavaco tem espaço para fluir, a operação de corte e canal ocorre em um espaço confinado. Isso exige uma engenharia de pastilha de metal duro totalmente dedicada, comumente conhecida como Bedame.
A Engenharia do Bedame de Metal Duro
As pastilhas para canal (como a popular série MGMN) não seguem a mesma codificação ISO de quatro letras das pastilhas de torneamento geral. Elas são projetadas para suportar forças radiais extremas e possuem características únicas:
1. Geometria Estreita e Longa
O bedame precisa ser o mais fino possível para desperdiçar o mínimo de material (reduzindo o custo por peça), mas rígido o suficiente para não fletir. As larguras mais comuns no mercado variam de 1.5mm a 4.0mm.
2. Controle Rigoroso de Cavaco
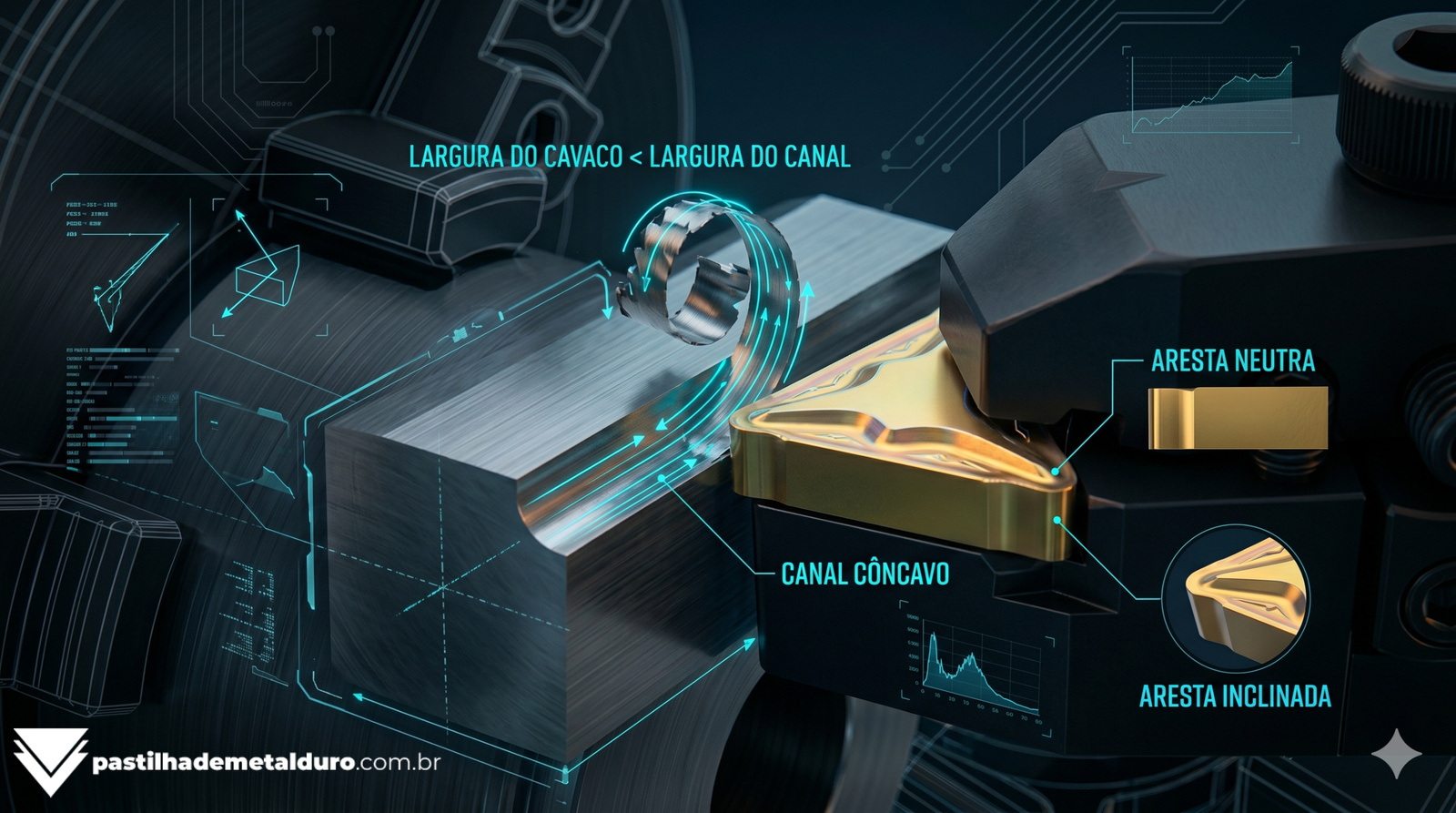
Em um canal profundo, se o cavaco não encolher e quebrar, ele ficará preso nas paredes da peça, causando o travamento e a quebra instantânea do suporte da ferramenta. O quebra-cavacos de um bedame é desenhado em formato de “V” ou “U” côncavo. Isso força o cavaco a se dobrar sobre si mesmo, tornando-se mais estreito que o próprio canal e sendo expulso facilmente.
3. Ângulo de Ataque (Frontal vs. Inclinado)
- Pastilha Reta (Neutra): Ideal para abrir canais (grooving), pois deixa o fundo perfeitamente plano.
- Pastilha Inclinada (Direita/Esquerda): Possui um pequeno grau na aresta frontal. Serve para o sangramento final, garantindo que a peça caia sem deixar o famoso “bico” (ou rebarba) no centro do material.
Otimização de Parâmetros no Sangramento
Para garantir a lucratividade industrial e evitar lascamento e desgaste prematuro, os parâmetros de corte (Vc, Fn) precisam de atenção especial:
- Avance com Cautela: O avanço (Fn) deve ser reduzido em até 50% quando a pastilha estiver chegando próxima ao centro geométrico da peça.
- Escolha a Classe Correta: Use a classe ISO adequada (ex: PVD para Inox) para evitar a aresta postiça, que é fatal na operação de canal.
- Recomendação de Alta Performance: A Pastilha de Canal MGMN 300 é a campeã de vendas para canais de 3mm, oferecendo escoamento perfeito de cavaco em aços carbono.
FAQ: Dúvidas Comuns sobre Corte e Canal
Isso acontece porque, ao chegar no centro da barra, o diâmetro da peça se aproxima de zero. Matematicamente, a Velocidade de Corte (Vc) cai a zero, não importa a RPM da máquina. O material para de ser “cortado” e passa a ser “esmagado”, o que quebra a pastilha. A solução é reduzir drasticamente o avanço (Fn) nos últimos 2 milímetros.
Sim, e em abundância. Diferente de algumas operações de desbaste externo, no corte e canal o fluido tem a função crítica de expulsar os cavacos de dentro da fenda, evitando o travamento da ferramenta.
Pastilhas focadas apenas em “Canal” (Grooving) costumam ter cantos mais reforçados para suportar passes laterais rápidos. Pastilhas exclusivas de “Corte” (Parting) são mais finas e longas para atingir o centro da barra com o menor atrito possível.