Quebra-cavacos de Pastilhas: O Segredo para o Controle Absoluto no CNC
Um dos maiores pesadelos para qualquer operador de CNC é abrir a porta da máquina e encontrar o mandril enrolado em um “ninho de passarinho” feito de cavacos contínuos. Além de arranhar a peça usinada, essas fitas metálicas representam um risco físico severo e causam paradas de produção não programadas.
Mesmo dominando o cálculo perfeito de Vc, Fn e Ap, a sua lucratividade industrial vai por água abaixo se o cavaco não for controlado. É aqui que entra a engenharia invisível do quebra-cavacos (a topografia esculpida na face de saída da ferramenta).
A Ciência por Trás da Geometria do Quebra-cavacos
O objetivo do quebra-cavacos não é apenas “quebrar” o metal. Ele é projetado para curvar o cavaco, aumentando a tensão na estrutura do material até que ele se parta em pequenos “C” ou “6”. Além disso, ele reduz a área de contato entre o cavaco e a ferramenta, diminuindo drasticamente a transferência de calor para o substrato de metal duro.
Para a otimização de processo, os fabricantes dividem essas geometrias em três categorias principais de operação:
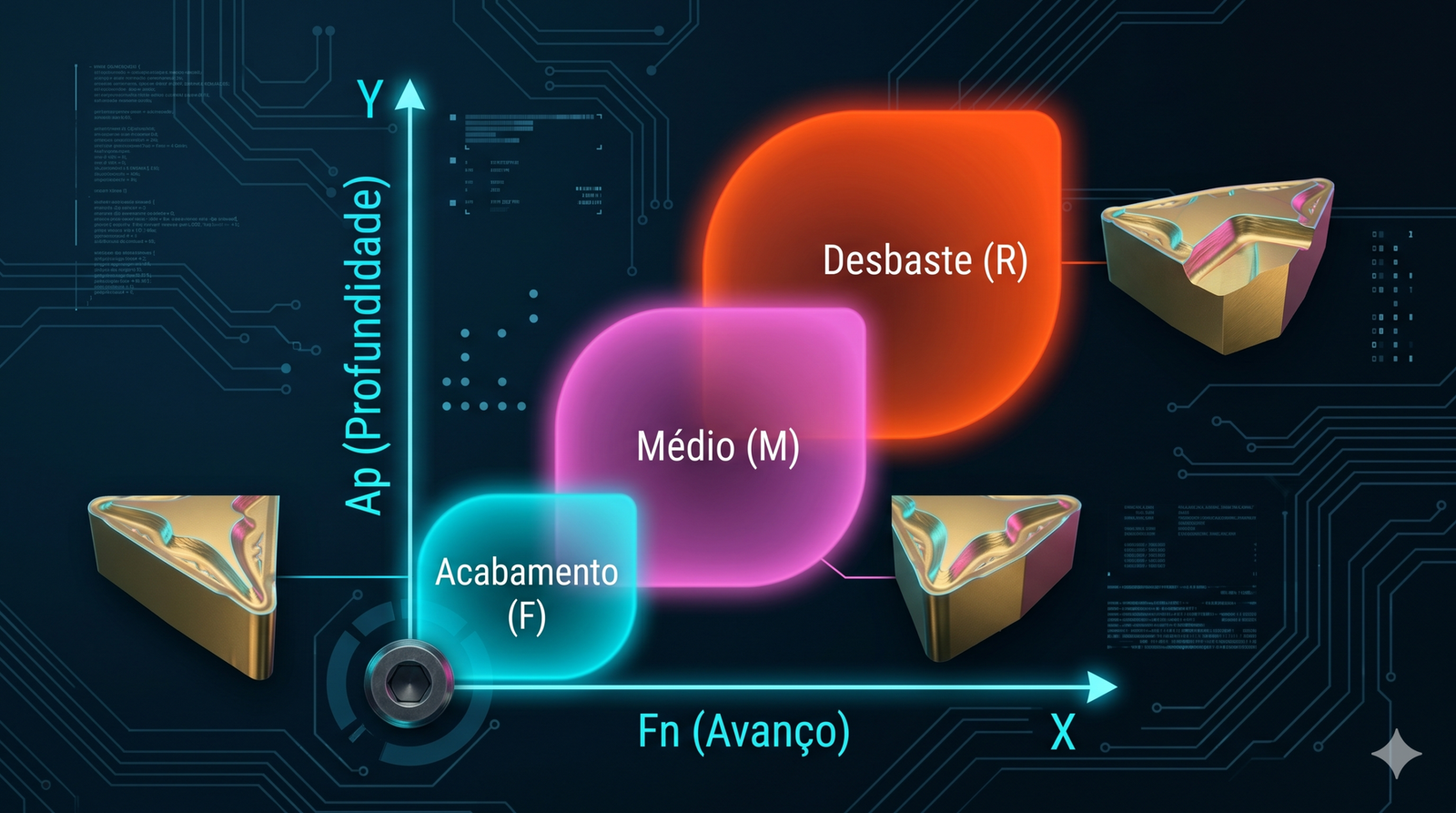
1. Geometria de Acabamento (F – Finishing)
- Características: Possui um canal estreito, raso e uma aresta de corte muito viva (positiva).
- Aplicação: Desenvolvido para quebrar cavacos em profundidades de corte (Ap) muito pequenas e avanços (Fn) baixos. Se você tentar fazer um desbaste com um quebra-cavaco de acabamento, a aresta vai lascar instantaneamente devido à alta pressão de corte.
- Exemplo de Uso: Passes finais com uma Pastilha TNMG 160404.
2. Geometria Média (M – Medium)
- Características: O meio-termo ideal. Tem um canal de largura média e uma aresta de corte ligeiramente reforçada.
- Aplicação: Lida bem com uma ampla variação de Ap e Fn. É a geometria de “uso geral” para a maioria das operações de torneamento em aços da classe ISO P.
3. Geometria de Desbaste (R – Roughing)
- Características: Aresta de corte com chanfro negativo de proteção (muito forte), canais largos e profundos.
- Aplicação: Feito para “arrancar” material. Funciona com avanços altíssimos e grandes profundidades. Ele precisa de muita força para curvar um cavaco espesso.
- Exemplo de Uso: Remoção massiva com uma Pastilha WNMG 080408.
FAQ: Dúvidas sobre Controle de Cavacos
Geralmente, o seu Avanço (Fn) está muito baixo para o quebra-cavacos atual, não gerando pressão suficiente para curvar e partir o metal. Aumente o avanço ou troque a pastilha para uma geometria mais fechada (voltada para acabamento).
Sim. Quebra-cavacos de desbaste (mais planos e robustos) exigem muito mais potência do fuso da máquina e aumentam a pressão de corte. Geometrias de acabamento são “leves” e cortam o material com menos esforço, mas são frágeis.
Enquanto o formato da pastilha segue o rigoroso padrão ISO, a geometria da face (quebra-cavacos) é onde os fabricantes inserem sua tecnologia proprietária. Embora as letras -F (Finish), -M (Medium) e -R (Roughing) sejam comuns, cada marca tem dezenas de desenhos exclusivos.