Fluido de Corte CNC: O Guia Definitivo de Refrigeração na Usinagem

Sofrendo com pastilhas quebrando por choque térmico ou craterização precoce no seu CNC? O fluido de corte é um óleo de refrigeração (solúvel, sintético ou integral) essencial para dissipar o calor e reduzir o atrito. Para usinar aços (ISO P) e Inox (ISO M) com máxima lucratividade, a recomendação técnica é investir em fluidos semissintéticos de alta lubricidade aplicados via refrigeração de alta pressão. Isso lava os cavacos da zona de corte, reduz o esforço de corte e impede a formação letal de aresta postiça (BUE).
A Física da Temperatura: Por que a Refrigeração Importa?
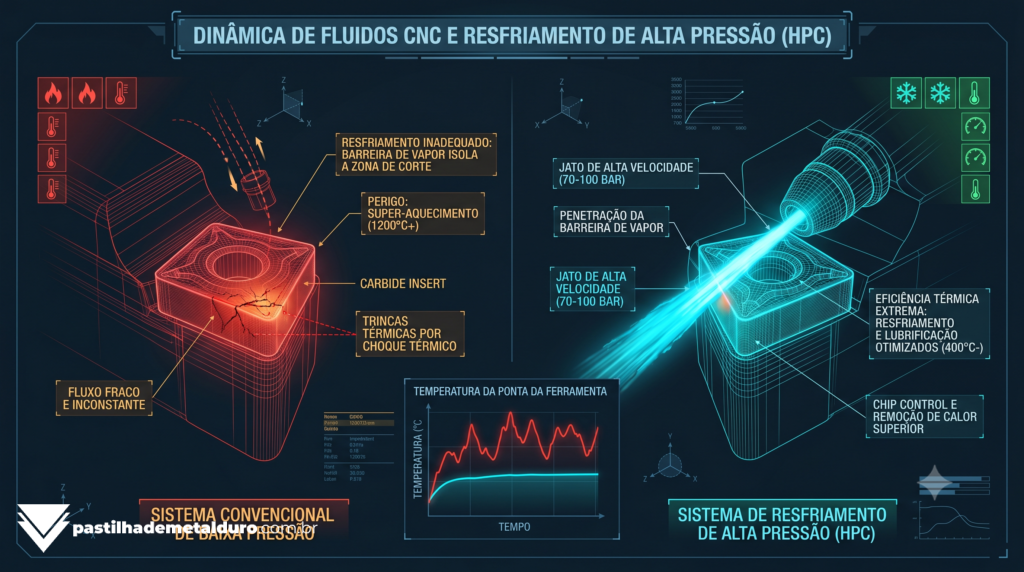
No chão de fábrica, a usinagem de metais é uma batalha térmica. Quando você está torneando uma peça de aço liga ajustando seus parâmetros de corte (Vc, Fn, Ap) para uma agressiva Velocidade de Corte (Vc) de 250 m/min, Avanço (fn) de 0.3 mm/rot e Profundidade de Corte (ap) de 3.0 mm, a temperatura na ponta da ferramenta pode ultrapassar facilmente os 800°C.
O fluido de corte atua em duas frentes simultâneas:
- Refrigeração: A água presente na mistura (nos fluidos solúveis) absorve e dissipa o calor extremo, protegendo os revestimentos CVD/PVD da pastilha de metal duro.
- Lubrificação: Os óleos e aditivos de extrema pressão (EP) criam um filme protetor entre o cavaco e a face de saída da ferramenta, diminuindo o atrito e melhorando o acabamento superficial (Ra).
Tipos de Fluido de Corte: Qual Escolher?
A escolha errada do óleo compromete a Classes ISO do material usinado e contamina a máquina.
- Óleo Integral: Não vai água. Alta lubricidade e baixa refrigeração. Excelente para rosqueamento pesado, brochamento ou usinagem de superligas (ISO S) em tornos tipo Swiss (cabeçote móvel).
- Óleo Solúvel Mineral: Misturado com água (geralmente a 5% ou 10%). Ótimo custo-benefício para usinagem geral, mas exige manutenção constante para não apodrecer (bactérias) e gerar mau cheiro.
- Fluido Semissintético e Sintético: A evolução da química. Transparente, repele o tramp oil (óleo de barramento), tem vida útil longuíssima no reservatório e oferece uma dissipação térmica incomparável. É a escolha definitiva para Centros de Usinagem modernos operando ferramentas de alta performance.
Cuidado com o Choque Térmico (A Opção pela Usinagem a Seco)
Atenção, programador: usar fluido de corte nem sempre é a solução. No fresamento com fresa de topo de metal duro inteiriça, o corte é intermitente (a aresta entra e sai do material milhares de vezes por minuto).
Se o jato de refrigeração não for perfeitamente contínuo e pressurizado, a ferramenta esquenta cortando e esfria violentamente ao receber a água. Isso gera microtrincas perpendiculares na aresta (choque térmico). Nesses casos de fresamento de aços, a usinagem a seco (apenas com ar comprimido para expulsar o cavaco) é a técnica mais rentável.
Tabela de Solução de Problemas com Fluidos de Corte
O reservatório do seu CNC fala com você. Veja como diagnosticar problemas:
| Problema Identificado no Fluido | Causa Principal | Solução (Ação Corretiva) |
|---|---|---|
| Mau Cheiro (Cheiro de Ovo Podre) | Proliferação de bactérias anaeróbicas pela falta de oxigenação e contaminação por óleo de barramento. | Instalar um Skimmer (extrator de óleo), ligar a bomba nos fins de semana e utilizar bactericidas industriais. |
| Ferrugem nas Peças ou na Máquina | Concentração do fluido solúvel muito baixa (excesso de água) na mistura. | Medir a emulsão com um Refratômetro óptico e corrigir a concentração (normalmente entre 5% a 8%). |
| Aresta Postiça e Mau Acabamento | Falta de lubricidade extrema (falta de aditivos EP) ao usinar alumínio (ISO N) ou Inox. | Trocar para um fluido semissintético de maior performance ou direcionar o bico de refrigeração direto para a zona de corte. |
FAQ: Dúvidas Comuns sobre Fluidos e Refrigeração
É um composto químico líquido ou gasoso aplicado na zona de corte durante a usinagem. Serve para refrigerar a ferramenta, lubrificar o atrito entre o cavaco e a pastilha, e expulsar os cavacos da área de contato.
Geralmente, para operações de torneamento e fresamento em aços carbono (ISO P), a concentração ideal varia de 5% a 8% de óleo para água. Utilize um refratômetro para manter essa medição diária e exata.
O mau cheiro vem de bactérias. Evite misturar água suja, retire o óleo de barramento que fica boiando no reservatório com um Skimmer (para permitir que a água “respire”) e evite deixar a máquina parada por muitos dias.